| 聯系我們 |
|
 |
|
名稱:上海佳湖焊接設備有限公司
電話:021-39126081 39126082
傳真 :021-39126095 39126096
李經理手機:13918905963 18001854012
售后服務部:021-39126095
E-mail:lihu3989@126.com
QQ:423029430@qq.com
地址:上海市嘉定區南翔工業區嘉美路1398號廠房8幢
|
|
|
|
| 新聞 |
|
當前位置:首頁 > 高周波,高頻機,塑膠熔接機安裝調試 |
| 高周波,高頻機,塑膠熔接機安裝調試 |
| 發布者: 閱讀:次 |
|
高周波,高頻機,塑膠熔接機安裝調試方法 上海佳湖生產高周波,高頻機,塑膠熔接機。不同客戶的產品材質及焊接要求不同, 我們經過不斷的積累。做到讓客戶滿意,放心。回訪中受到客戶的一致點贊! 我們會有技術員上門安裝,調試培訓。那么跟著佳湖一起看看設備的基本使用和調模步驟吧!
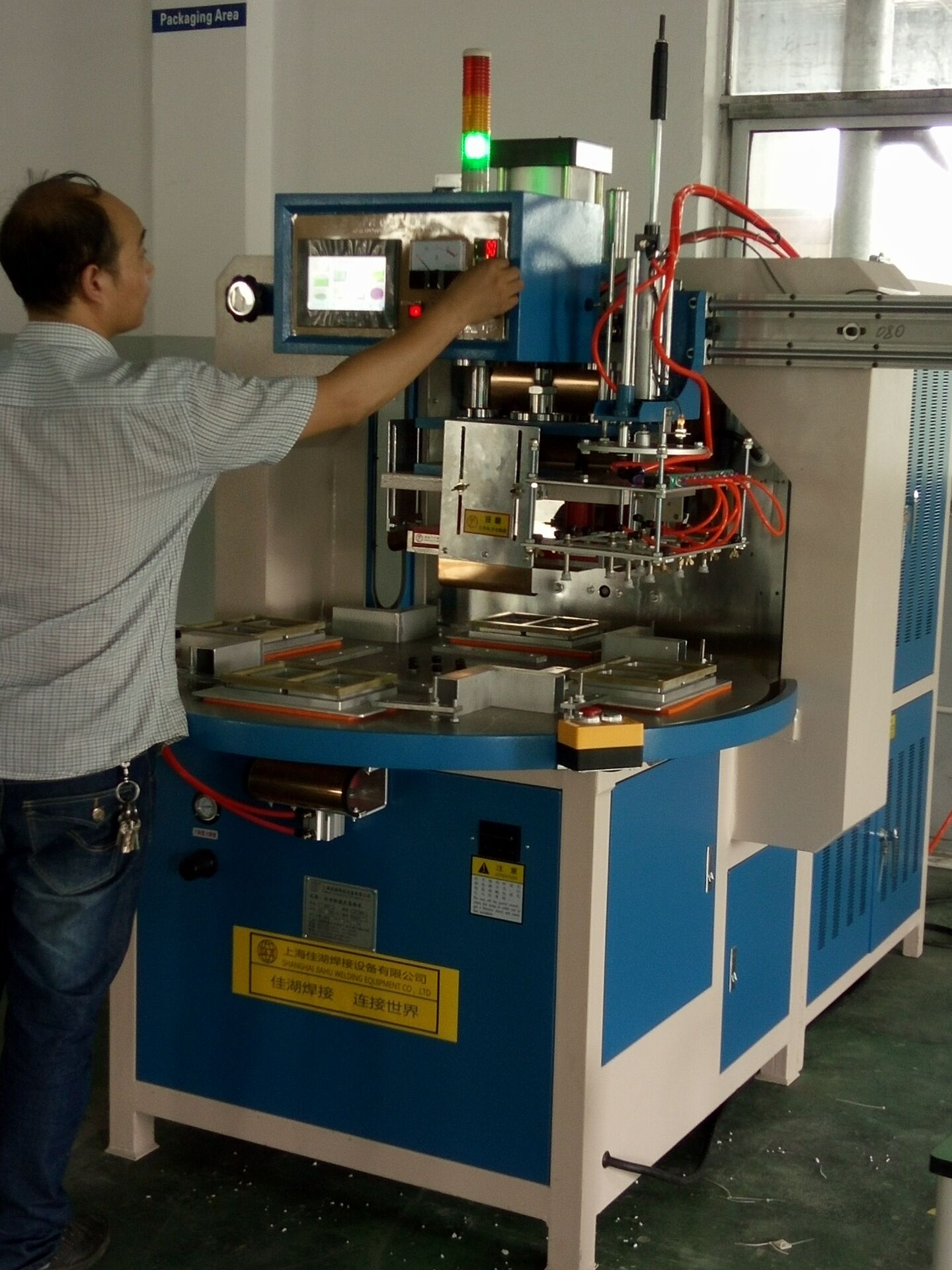
1、先接通三相電源總開關,然后打上機臺側控制箱上的電源開關,(如果側有高周開關者,暫時不打上),
接著打上熱模電源開關,此時,真空管和熱模都開始預熱。
2、在下模裝上絕緣物,放工作(膠件),上極端裝上上模,按下試模開關,開始調試上下模接合位置,
如果下接合不良,就移動下模,如果水平不合,就調較模上模的四支柱子。

3、模具調好后,調節三個時間控制器(如果是腳踏型機,只有高周調出時間)時間即上模運行到壓緊下模的時間,
高周時間即輸出時間,冷卻時間,即固化時間,上述三個時間需靈活應用,并無固定值數。
4、如果是剛開始調模,需將同調器旋到此為止0位置。
5、如已超到了解情況10-15分鐘,且溫度也達到所需時,把高周輸出開關打上,開始使用測試
6、測試時,如果不理想,需將同調器慢慢加上去。(一刻度,一刻度的加),然后注視電流表長升到此為止0。4A(3-4KW)。
0。5A(5-8A)左右時,說明產品已經成型了,接上來調整精度,檢查產品,如果差一點,就把同調器加一點或減一點,直致達到要求,一般同調刻度在此30-60之間。需要了解關于高頻機,高周波,高周波熔接機的知識請關注上海佳湖焊接設備有限公司http://m.ahhdsy.cn/或電話咨詢021-39126096
標簽:高周波,高頻機,塑膠熔接機安裝調試方法
|
| |
| |
|
|
|
|